Prodotti



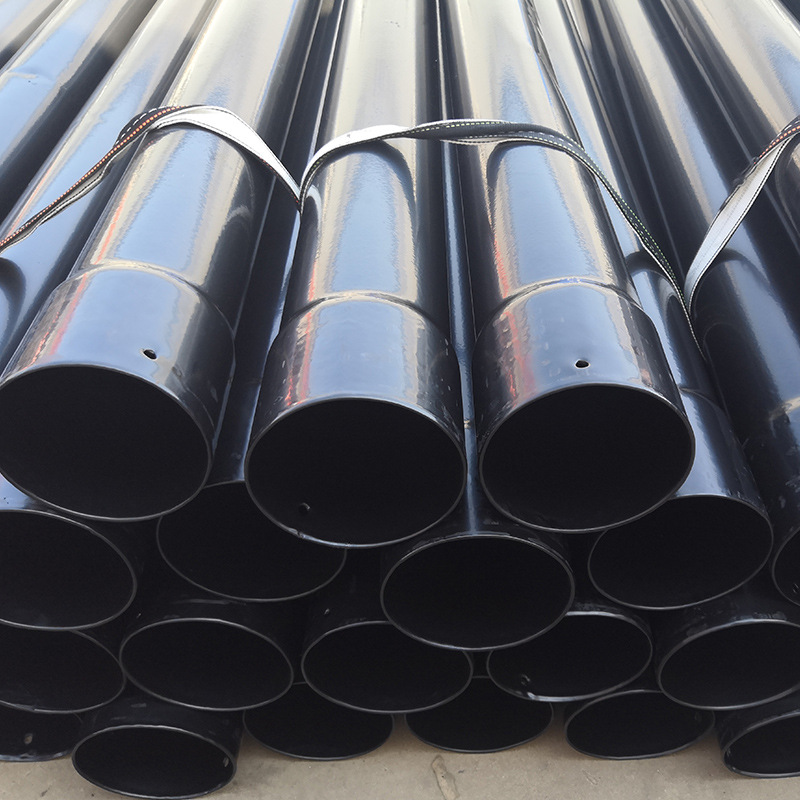
Kontra l-Korrużjoni Għall-Pipeline tal-Pitrolju
Speċifikazzjoni
DN50-DN1420mm
3LPE: polyethylene bi tliet saffi
2LPE: polyethylene b'saff doppju
FBE: trab epossidiku b'saff wieħed
2FBE: trab epoxy b'saff doppju
Ħxuna tal-kisi kontra l-korrużjoni ta '3LPE
| DNDijametru Nominali | Kisi epossidiku(μm) | Kisi li jwaħħal(μm) | Ħxuna totali tal-kisi (mm) | |
| (mm) | Normali(n) | Imsaħħaħ(v) | ||
| DN≤100 | ≥120 | ≥170 | 1.8 | 2.5 |
| 100 | 2.0 | 2.7 | ||
| 250 | 2.2 | 2.9 | ||
| 500≤DN<800 | 2.5 | 3.2 | ||
| DN≥800 | 3.0 | 3.7 | ||

Il-pajpijiet tal-pajpijiet taż-żejt huma ġeneralment tubi ta 'l-azzar, li huma konnessi permezz ta' wweldjar u flanġijiet u tagħmir ieħor ta 'konnessjoni b'pipelines ta' distanza twila, u valvoli jintużaw għall-kontroll tal-ftuħ u l-għeluq u r-regolazzjoni tal-fluss.Il-pipeline taż-żejt prinċipalment għandu trasport iżotermiku, trasport tat-tisħin u trasport sekwenzjali u teknoloġija oħra tat-trasport.Il-korrużjoni tal-pipeline u kif tipprevjeni l-korrużjoni hija waħda mir-rabtiet importanti tal-manutenzjoni tal-pipeline.Minħabba li ż-żejt kien fih kubrit u aċidu, u l-pipeline espost fil-miftuħ mir-riħ u x-xita, il-pipeline huwa faċli biex jiġi msaddad.Il-korrużjoni tal-pipeline għandha prinċipalment it-tipi li ġejjin: korrużjoni tal-ossiġnu tal-azzar ikkawżata mill-prinċipju taċ-ċellula galvanika;Korrużjoni tal-evoluzzjoni tal-idroġenu minħabba xita aċiduża kkawżata minn sulfidi estremament aċidużi (dijossidu tal-kubrit u sulfide tal-idroġenu) fuq il-wiċċ tal-pipeline;Korrużjoni tal-aċidu tad-dijossidu tal-karbonju kkawżat minn preċipitazzjoni atmosferika;Korrużjoni batterika kkawżata minn batterji li jistgħu jimmetabolizzaw is-sulfat fuq il-wiċċ tal-pipeline u korrużjoni kkawżata mill-ilma fil-pipeline.
Il-pajp użat għall-pajpijiet taż-żejt huwa prinċipalment pajp tal-azzar tal-karbonju, li jista 'jinqasam f'pajp tal-azzar mingħajr saldatura u pajp tal-azzar iwweldjat skont il-proċess tal-manifattura tiegħu.Il-pajp ta 'l-azzar mingħajr saldatura għandu l-karatteristiċi ta' saħħa għolja, speċifikazzjonijiet multipli, għalhekk huwa adattat għal prodotti taż-żejt korrużivi jew kondizzjonijiet ta 'temperatura għolja.Pajp ta 'l-azzar mingħajr saldatura huwa maqsum f'żewġ tipi rrumblati bis-sħana u miġbuda fil-kesħa.Minħabba li l-proċess tat-tpinġija kiesħa se jikkawża ebusija tal-materjal, huwa wkoll meħtieġ li jsir it-trattament tas-sħana korrispondenti skont l-użu speċifiku tal-pajp.Pajp ta 'l-azzar iwweldjat jista' jinqasam f'żewġ tipi: pajp ta 'l-azzar tal-ħjata u pajp iwweldjat imwaqqa'.Minħabba l-karatteristiċi tal-proċess tal-pajp ta 'l-azzar tal-karbonju, dan it-tip ta' pajp ta 'l-azzar huwa faċli li jsir fraġli f'temperatura baxxa, għalhekk huwa prinċipalment adattat għal pipeline ta' temperatura normali, it-temperatura ta 'l-użu tal-pajp m'għandhiex taqbeż it-300 grad Celsius, ġeneralment, it-temperatura tal-użu tal-pajp tal-azzar tal-karbonju ordinarju hija bejn 0 u 300 grad Celsius.Jekk l-użu ta ' pajp ta ' l-azzar tal-karbonju ta ' kwalità għolja, il-firxa tat-temperatura u rilassament ta ' - 40 sa 450 grad Celsius.